
5 Pourquoi : les erreurs qui faussent l'analyse des causes
Les 7 pièges classiques qui dévient une analyse 5 Pourquoi en industrie : opinion sans donnée, blâme opérateur, suite logique cassée, pas de vérification. Comment les éviter.
La méthode des 5 Pourquoi (5 Why) née chez Toyota dans les années 1950 reste l’outil de référence pour creuser de la surface vers la cause racine d’un problème industriel. Son apparente simplicité (poser cinq fois « pourquoi ? ») est trompeuse : bien menée, elle révèle des causes organisationnelles structurantes. Mal menée, elle légitime des conclusions paresseuses qui conduisent à des actions inefficaces.
Cet article liste les 7 pièges les plus fréquents observés en industrie et donne les contre-mesures pour les éviter.

Rappel rapide de la méthode
Partir d’un symptôme observé (une non-conformité, un retard, une dérive). Demander « pourquoi ? ». La réponse devient le nouveau symptôme. Redemander « pourquoi ? ». Continuer jusqu’à atteindre une cause sur laquelle on peut agir structurellement.
Le chiffre 5 n’est pas dogmatique. Parfois 3 questions suffisent, parfois il en faut 7. L’important est de ne pas s’arrêter au premier niveau d’explication, qui décrit en général un symptôme intermédiaire et non la vraie cause.
Erreur 1 : conclure sur une opinion, pas une donnée
C’est le piège n°1, et le plus difficile à débusquer parce qu’il ressemble à de l’expertise.
Exemple : « Pourquoi la cote est-elle dérivée ? Parce que l’outil de coupe s’use plus vite, c’est connu en TA6V. »
C’est plausible. C’est peut-être même vrai. Mais sans mesure (durée de vie réelle de l’outil mesurée sur les 30 derniers lots, comparée à la cible), c’est une opinion qui devient une cause par défaut.
Contre-mesure : à chaque niveau, demander « comment le sait-on ? ». Si la réponse n’est pas une mesure, une observation reproductible ou une preuve documentaire, la cause reste hypothétique. On peut la garder comme piste mais pas l’inscrire comme cause racine.
Erreur 2 : s’arrêter sur l’humain
Le 5 Pourquoi qui se termine par « parce que l’opérateur a fait une erreur » n’a pas atteint la cause racine. Il a identifié un symptôme humain.
Exemple type :
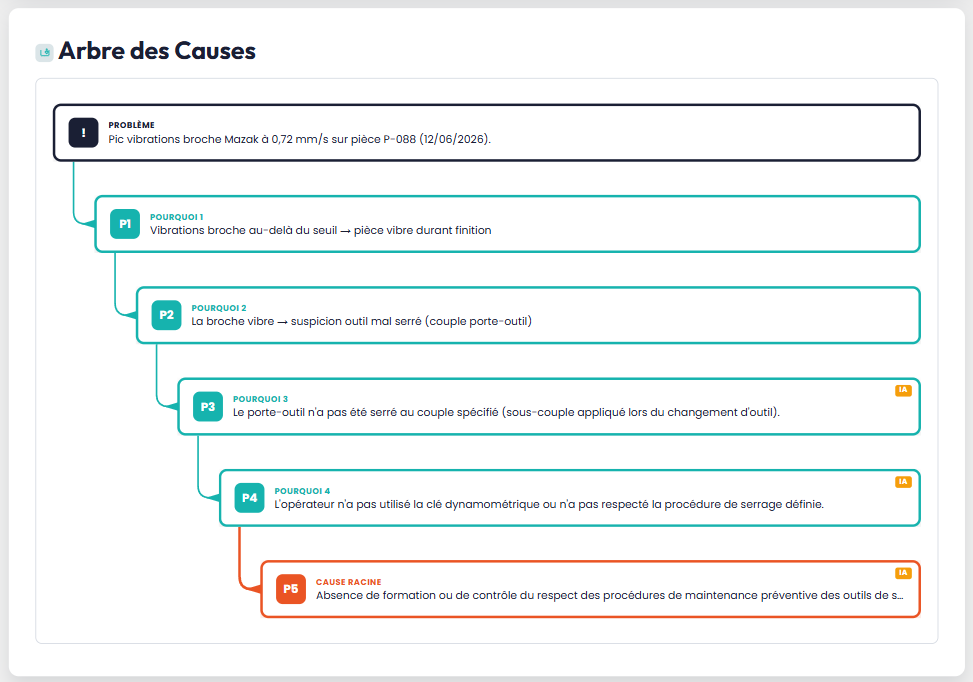
- Pourquoi la pièce est-elle hors tolérance ? Parce que le serrage outil n’était pas conforme
- Pourquoi le serrage n’était-il pas conforme ? Parce que l’opérateur n’a pas utilisé la clé dynamométrique
- Stop, on a trouvé : c’est l’opérateur
Ce n’est pas la cause racine. C’est une cause humaine immédiate. Il faut continuer :
- Pourquoi l’opérateur n’a-t-il pas utilisé la clé ? Parce qu’elle n’était pas au poste
- Pourquoi n’était-elle pas au poste ? Parce qu’elle est partagée entre trois postes sans règle de retour
- Pourquoi pas de règle de retour ? Parce que le 5S poste n’a pas intégré ce point lors de la dernière mise à jour
Cause racine : organisation du poste défaillante, pas faute d’opérateur. L’action corrective est de mettre une clé dynamométrique dédiée par poste et de mettre à jour le 5S, pas de réprimander l’opérateur.
Contre-mesure : règle ferme d’animation, si la réponse pointe une personne, demander en règle générale « pourquoi cette personne a-t-elle pu faire cette erreur ? ». La vraie cause racine est presque toujours systémique (procédure, formation, outil, organisation).
Erreur 3 : la suite logique cassée
À chaque niveau, le « parce que » devrait logiquement produire l’effet décrit au niveau précédent. Si on remonte la chaîne et qu’elle ne tient pas, l’analyse est fausse.
Exemple cassé :
- Pourquoi la cote est-elle dérivée ? Parce que la dureté du lot matière a augmenté
- Pourquoi la dureté a-t-elle augmenté ? Parce que l’opérateur ne contrôle pas à réception
- Faux : l’absence de contrôle ne fait pas augmenter la dureté, elle empêche de la détecter
Contre-mesure : valider chaque transition en remontant. Si la cause racine identifiée disparaissait, est-ce que toute la chaîne se résout ? Si non, il y a une rupture logique. C’est une vérification simple mais souvent oubliée.
Erreur 4 : confondre cause et symptôme
Un symptôme se constate, une cause produit l’effet. Beaucoup d’analyses identifient comme « cause racine » ce qui n’est qu’un symptôme intermédiaire.
Exemple : « Le Cpk a chuté. Cause racine : la dispersion a augmenté. »
C’est tautologique. Une dispersion accrue est une chute de Cpk reformulée. La vraie cause racine est ce qui produit cette dispersion : un paramètre instable, un outil usé, une matière hétérogène, un système de mesure dérivé.
Contre-mesure : à chaque niveau, demander « est-ce que ça décrit ce qui se passe (symptôme) ou ce qui le provoque (cause) ? ». Si c’est ce qui se passe, continuer à creuser.
Erreur 5 : 5 Pourquoi solo
Une analyse 5 Pourquoi menée par une seule personne reproduit ses biais et son expérience. Elle passe à côté de causes qui sortent de son champ.
Exemple : un responsable qualité seul identifiera des causes orientées qualité. Le même problème analysé avec qualité + production + maintenance + méthodes révélera des causes croisées (réglage machine + procédure + formation) qui n’apparaissaient pas en solo.
Contre-mesure : 5 Pourquoi en équipe pluridisciplinaire dès que le problème touche plusieurs métiers. 30 minutes à 4 personnes valent mieux que 2 heures seul.
Erreur 6 : pas de vérification de la cause racine
L’équipe identifie une cause racine plausible et passe directement aux actions correctives sans la vérifier.
Conséquence : si la cause identifiée n’est pas la bonne, les actions sont inefficaces, le problème revient, l’équipe perd confiance dans la méthode.
Contre-mesure : avant de planifier des actions correctives, valider la cause racine par mesure ou test. Si la cause supposée est l’usure prématurée des outils, mesurer la durée de vie réelle sur 10 outils, comparer à la durée cible, valider l’écart. Si l’écart n’existe pas, la cause racine n’est pas là.
C’est aussi pour cela que le 5 Pourquoi marche mieux en combinaison avec un diagramme Ishikawa : l’Ishikawa cartographie large, le 5 Pourquoi creuse, la validation par mesure tranche.
Erreur 7 : aucune action structurelle sur la cause racine
L’analyse remonte jusqu’à une cause racine organisationnelle (procédure absente, formation lacunaire, AMDEC non à jour). Mais l’action corrective décidée est superficielle (« on en reparlera en réunion qualité »).
Conséquence : la cause racine reste, le problème revient. L’équipe pense avoir fait le travail mais n’a pas agi structurellement.
Contre-mesure : à chaque cause racine, une action avec responsable nommé, date cible, critère de succès mesurable. Et si elle implique un standard à mettre à jour (AMDEC processus, control plan, FOS, instruction), forcer cette mise à jour dans la définition de « terminé ».
Tableau récapitulatif des 7 erreurs
| Erreur | Symptôme | Contre-mesure |
|---|---|---|
| Opinion sans donnée | « C’est connu en TA6V » sans mesure | Demander « comment on le sait ? » à chaque niveau |
| S’arrêter sur l’humain | « C’est l’opérateur qui… » | Demander « pourquoi cette personne a pu faire cette erreur ? » |
| Suite logique cassée | La cause identifiée ne produit pas l’effet décrit | Relire en remontant : tout se tient ? |
| Cause = symptôme reformulé | « Cause : la dispersion a augmenté » | Demander : décrit ce qui se passe ou ce qui le provoque ? |
| 5 Pourquoi solo | Cause identifiée orientée par le métier de l’analyste | Équipe pluridisciplinaire dès que ça touche plusieurs métiers |
| Pas de vérification | Action corrective lancée sans valider la cause | Mesurer ou tester la cause supposée avant d’agir |
| Action superficielle | « On en reparlera » | Action structurelle avec owner, date, critère de succès |
Le 5 Pourquoi en pratique sur un cas industriel
Cas
Atelier de mécanique. Le taux de retour client sur la référence X est passé de 0,2 % à 1,8 % sur deux mois.
Déroulé (en équipe qualité + production + méthodes)
- Pourquoi le taux de retour a-t-il augmenté ? Parce qu’un défaut de soudure récurrent est détecté chez le client (mesure : 73 % des retours portent sur ce défaut)
- Pourquoi le défaut de soudure n’est-il pas détecté en interne ? Parce que le contrôle visuel final ne le voit pas (vérifié : test sur 50 pièces avec défaut connu, 60 % passent le contrôle)
- Pourquoi le contrôle visuel ne le voit-il pas ? Parce que le défaut est sous la couche de peinture appliquée avant inspection finale
- Pourquoi l’inspection est-elle après peinture ? Parce que la gamme a été modifiée il y a 3 mois pour optimiser le flux (vérifié : modification de gamme datée du 12 mars)
- Pourquoi l’AMDEC processus n’a-t-elle pas alerté sur ce risque ? Parce que la modification de gamme n’a pas déclenché de revue AMDEC
Cause racine validée : absence de procédure obligeant la revue AMDEC processus à chaque modification de gamme.
Action corrective : intégrer la revue AMDEC obligatoire dans le processus de modification de gamme, mettre à jour l’AMDEC sur la référence X pour repositionner le contrôle visuel avant peinture, documenter dans le control plan.
Comment Kaizain structure une analyse 5 Pourquoi
Dans Kaizain, l’outil 5 Pourquoi propose une saisie linéaire avec un champ « Parce que » par niveau, le « Pourquoi ? » servant de prompt-étiquette. L’outil est associable à un projet parent (8D, QRQC, DMAIC) via un lien explicite. Une assistance IA peut suggérer une formulation au niveau suivant, l’utilisateur valide ou affine systématiquement.
FAQ 5 Pourquoi
Pourquoi 5 et pas 3 ou 7 ?
Le chiffre 5 est indicatif. En pratique, on s’arrête quand on atteint une cause sur laquelle on peut agir structurellement. Parfois 3 suffisent, parfois il en faut 7. Ce qui compte est d’aller assez loin pour ne pas s’arrêter à un symptôme.
Combien de temps prend un 5 Pourquoi ?
15 à 30 minutes en équipe restreinte pour un sujet de complexité moyenne. Si on dépasse 1 heure, l’équipe se perd ou le sujet est trop large : mieux vaut le découper.
Faut-il faire un Ishikawa avant ?
Pour un problème multifactoriel, oui : l’Ishikawa cartographie large, le 5 Pourquoi creuse sur les 2 ou 3 hypothèses les plus prometteuses. Pour un problème dont une cause est évidente, partir direct sur 5 Pourquoi suffit.
Peut-on faire un 5 Pourquoi seul ?
Pour un sujet purement technique dans son périmètre d’expertise, oui. Dès que le sujet touche plusieurs métiers (production, qualité, méthodes, maintenance), il faut être en équipe pour éviter les biais.
Que faire si on remonte à une cause hors de son périmètre (achats, RH, direction) ?
C’est fréquent et normal. La cause racine est ce qu’elle est. L’action corrective est alors portée par la fonction concernée, avec un sponsor adéquat. Si la qualité fournisseur est en cause, l’action revient aux achats avec un cahier des charges renforcé.
Comment éviter le biais de confirmation ?
Demander à l’équipe de proposer 2 ou 3 chaînes 5 Pourquoi parallèles sur le même problème (chacune par un membre différent), puis les comparer. Les chaînes qui aboutissent à la même cause racine renforcent l’hypothèse. Celles qui divergent ouvrent un débat utile.
Pour aller plus loin, lire Diagramme Ishikawa 6M : exemple complet en industrie pour combiner cartographie et creusement, et Comment structurer un 8D efficace où le 5 Pourquoi est l’outil pivot de l’étape D4.
Pour voir l’outil 5 Pourquoi de Kaizain en action sur votre contexte, demandez une démonstration.
Article publié le 4 juin 2026. Vous souhaitez en discuter ? Contactez-nous.