
Diagramme Ishikawa 6M : exemple complet en industrie
Méthode étape par étape pour construire un diagramme Ishikawa 6M sur un cas industriel : usinage de précision avec dérive Cpk. Animation en équipe, pièges, combinaison avec 5 Pourquoi.
Le diagramme d’Ishikawa, dit en arête de poisson, a été popularisé par Kaoru Ishikawa dans les années 1960. La version industrielle dite 6M structure les causes potentielles d’un problème en 6 catégories. C’est l’outil de référence pour cartographier les causes avant de creuser, en complément des 5 Pourquoi pour identifier la cause racine.
Ce guide donne la méthode complète, illustrée par un cas réel d’atelier de mécanique de précision, et les pièges à éviter pour ne pas en faire un exercice théorique.
Les 6 M expliquées
Les 6 catégories couvrent les sources de variation classiques d’un processus industriel :
- Méthode : procédures, instructions, modes opératoires, séquences d’opération, gammes
- Matière : matières premières, composants, consommables, traitement de surface, lots fournisseurs
- Main-d’œuvre : formation, compétence, habilitation, fatigue, organisation des équipes, rotation des postes
- Machine : équipement, usure, réglages, maintenance, capabilité machine, programmes CN
- Milieu : environnement (température, humidité, propreté, vibrations, éclairage, atmosphère contrôlée)
- Mesure : système de mesure, étalonnage, qualité du contrôle, biais opérateur, fréquence d’inspection
Le 6M est la version standard en industrie manufacturière. Le 5M omet la Mesure (rare aujourd’hui), le 7M ajoute parfois Management ou Money (pertinents en service mais peu courants en production).
Quand utiliser un Ishikawa 6M
L’Ishikawa est pertinent quand :
- Le problème est multifactoriel : plusieurs causes possibles, pas une seule évidente
- L’analyse se fait en équipe pluridisciplinaire : profiter de chaque expertise pour couvrir les 6 catégories
- On entre en phase Analyze d’un DMAIC, en étape D4 d’un 8D, ou en préparation d’une AMDEC
- Il faut structurer la discussion avant de creuser : sans cadre, l’équipe revient toujours sur les mêmes causes
À l’inverse, pour un problème dont la cause est évidente (rupture d’outil visible, fuite hydraulique localisée), partir direct sur 5 Pourquoi suffit.
Méthode étape par étape
Étape 1 : formuler le problème en haut à droite
L’arête centrale pointe vers le problème. Énoncé clair, factuel, quantifié si possible.
Mauvais énoncé : « problèmes de qualité usinage » Bon énoncé : « Taux de rebut 4,2 % sur pièces TA6V usinées en 5 axes, période S1 2026, contre 0,8 % en S1 2025 »
Si l’énoncé est flou, l’analyse partira dans tous les sens. Si vous ne savez pas exactement quel problème vous traitez, faites d’abord un QQOQCCP.
Étape 2 : tracer les 6 arêtes 6M
Six branches, une par catégorie M. Ordre libre, mais la convention industrielle classique est : Méthode et Main-d’œuvre en haut, Machine et Matière en bas, Milieu et Mesure aux extrémités.
Étape 3 : brainstorming structuré par catégorie
L’équipe énumère les causes potentielles, catégorie par catégorie, sans censure initiale. Une personne anime, une autre prend les notes au tableau ou en saisie directe.
Ne pas mélanger les catégories au début. Faire un tour complet de Méthode, puis Matière, puis Main-d’œuvre, etc. Cela évite de coller automatiquement chaque cause à la même catégorie habituelle (souvent Méthode ou Main-d’œuvre).
Étape 4 : creuser les causes prometteuses avec 5 Pourquoi
Sur chaque branche, identifier 1 à 3 causes les plus probables, et appliquer la méthode des 5 Pourquoi pour atteindre la cause racine.
Étape 5 : valider par données
Chaque cause racine retenue devrait être confirmée par mesure ou test lorsque cela est possible. Pas de cause racine sur opinion. Si on suspecte que la dérive vient d’une dispersion lot fournisseur, on prélève sur 5 lots et on mesure. Si on suspecte un programme CN modifié, on vérifie le diff.
Étape 6 : prioriser et générer des actions
Une fois les causes racines validées, prioriser par impact et faisabilité. Générer le plan d’actions correctives (responsable, date cible, critère de succès mesurable).
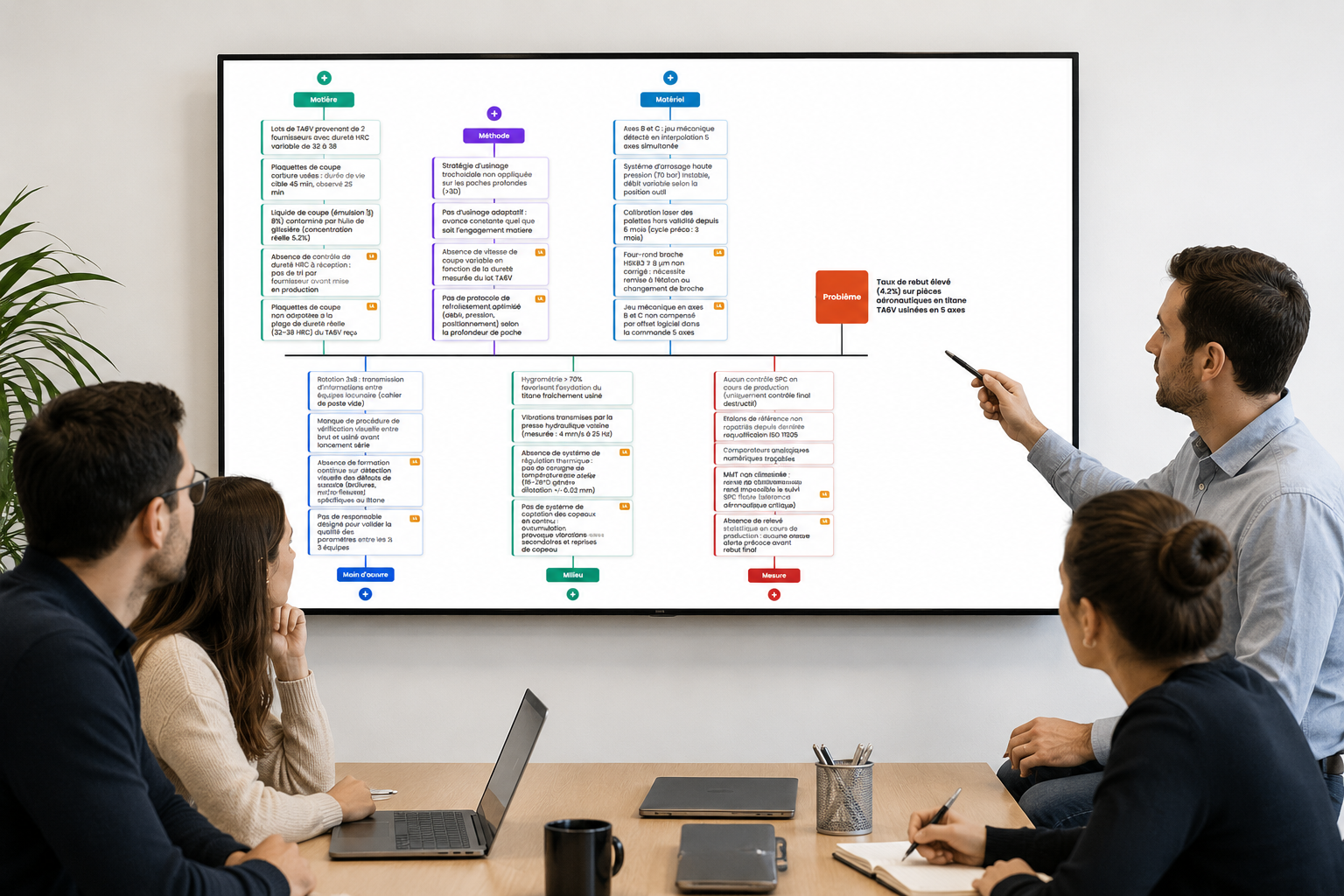
Exemple complet : dérive Cpk en usinage 5 axes
Contexte
Atelier de mécanique de précision (microtech). Pièce TA6V usinée sur 5 axes. Le taux de rebut est passé de 0,8 % à 4,2 % en 3 mois. Plainte client (aéronautique) reçue. Cpk sur cote critique tombé de 1,45 à 0,9.
Énoncé central
« Taux de rebut élevé (4,2 %) sur pièces TA6V usinées en 5 axes, S1 2026 ». Cause centrale connue : non-conformité diamètre intérieur et hors-tolérance positionnement. À analyser : pourquoi.
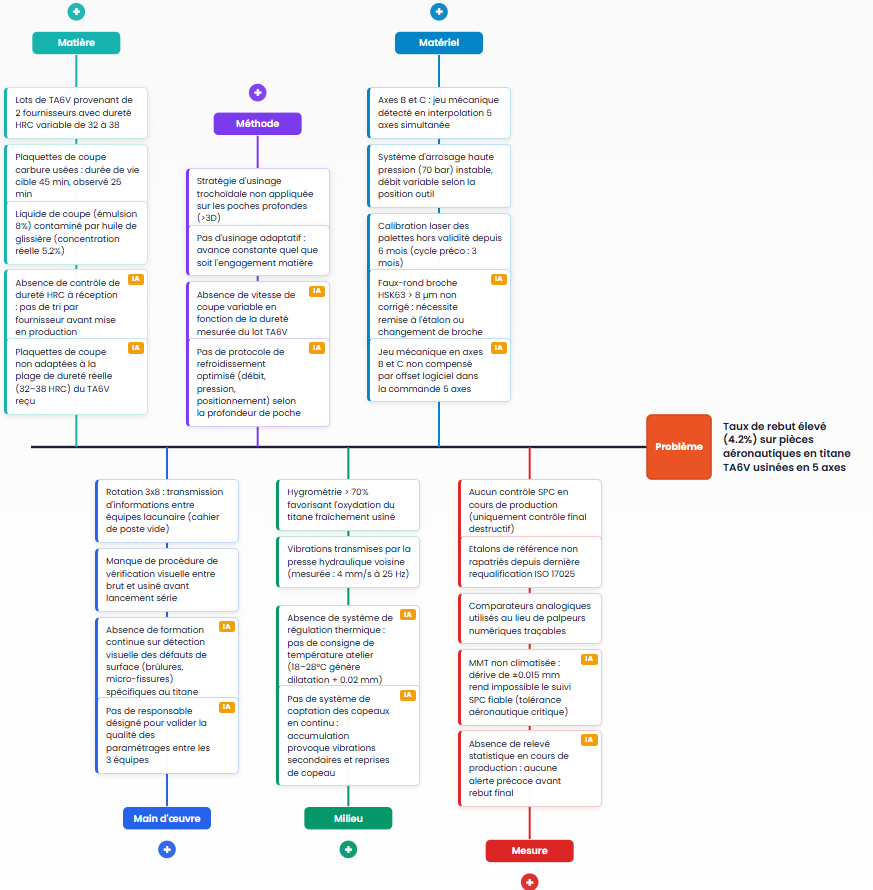
Diagramme Ishikawa rempli en équipe (extrait)
Matière
- Lots TA6V provenant de 2 fournisseurs avec dureté HRC variable de 32 à 38
- Plaquettes de coupe carbure usées, durée de vie cible 45 minutes, observé 25 minutes
- Liquide de coupe (émulsion 8 %) non conforme par huile de glissière, concentration réelle 5,2 %
- Absence de contrôle de dureté HRC à réception, pas de tri par fournisseur avant mise en production
- Plaquettes de coupe non adaptées à la plage de dureté réelle (32 à 38 HRC) du TA6V reçu
Méthode
- Stratégie d’usinage trochoïdale non appliquée sur les poches profondes (>3D)
- Pas d’usinage adaptatif : avance constante quel que soit l’engagement matière
- Absence de vitesse de coupe variable en fonction de la dureté mesurée du lot TA6V
- Pas de protocole de refroidissement optimisé (débit, pression, positionnement) selon la profondeur de poche
Main-d’œuvre
- Rotation 3x8 : transmission d’informations entre équipes lacunaire (cahier de poste vide)
- Manque de procédure de vérification visuelle entre brut et usiné avant lancement série
- Absence de formation continue sur la détection visuelle des défauts de surface (brûlures, micro-fissures) spécifiques au TA6V
- Pas de responsable désigné pour valider la qualité des paramètres entre les trois équipes
Machine
- Axes B et C : jeu mécanique détecté en interpolation 5 axes simultanée
- Système d’arrosage haute pression (70 bar) instable, débit variable selon la position outil
- Calibration laser des palettes hors validité depuis 6 mois (cycle préco : 3 mois)
- Four-rond broche HSK63 à 8 µm non corrigé, nécessite remise à l’étalon ou changement de broche
- Jeu mécanique en axes B et C non compensé par offset logiciel dans la commande 5 axes
Milieu
- Hygrométrie > 70 % favorisant l’oxydation du titane fraîchement usiné
- Vibrations transmises par la presse hydraulique voisine (mesurée 4 mm/s à 25 Hz)
- Absence de système de régulation thermique : pas de consigne température atelier (16 à 28 °C générant dilatation +/- 0,02 mm)
- Pas de système de captation des copeaux en continu, surenflammation provoque vibrations secondaires et reprises de copeau
Mesure
- Aucun contrôle SPC en cours de production (uniquement contrôle final destructif)
- Étalons de référence non rapatriés depuis dernière requalification ISO 17025
- Comparateurs analogiques non numériques traçables
- MMT non climatisée : remise en température rend impossible le suivi SPC fiable (tolérance aéronautique critique)
- Absence de relevé statistique en cours de production : aucune mesure alerte précoce avant rebut final
Suite : 5 Pourquoi sur les causes prometteuses
Sur la branche Matière (« plaquettes carbure usées 25 min au lieu de 45 ») :
- Pourquoi ? Lots TA6V plus durs (HRC 38 vs 34 cible)
- Pourquoi ? Pas de tri à réception par dureté
- Pourquoi ? Pas de procédure d’entrée matière imposant la mesure dureté
- Pourquoi ? Le procédé a été qualifié sur 1 fournisseur en 2023, le 2ᵉ a été ajouté sans requalification
Cause racine identifiée : absence de qualification fournisseur sur la variable dureté, conduisant à des lots hétérogènes en production.
Action corrective : protocole d’entrée matière avec mesure dureté HRC sur échantillon par lot, tri par classe avant lancement, et mise à jour de l’AMDEC processus pour intégrer la nouvelle fréquence de contrôle.
Comment animer un Ishikawa en équipe
Un Ishikawa pertinent demande 60 à 90 minutes en équipe pluridisciplinaire (production, qualité, méthodes, maintenance, parfois R&D).
Composition d’équipe idéale
- 1 animateur (qualité ou méthodes, neutre sur le problème)
- 2 à 3 opérateurs ou chefs d’équipe (connaissance terrain)
- 1 méthodes ou industrialisation
- 1 maintenance
- Optionnel : 1 R&D ou achats selon le problème
Règles d’animation
- Pas de hiérarchie pendant la séance : le mot d’un opérateur compte autant que celui du responsable atelier
- Pas de critique pendant le brainstorming : on note tout, on tri après
- Catégorie par catégorie : ne pas sauter d’une M à l’autre
- Visuel partagé : tableau, écran, paperboard. L’oral seul ne tient pas
Combien de causes par M ?
Pas de règle stricte. En pratique : 3 à 8 causes par M est un bon équilibre. Trop peu, l’analyse est superficielle. Trop, on perd le focus. Mieux vaut un Ishikawa concis et bien hiérarchisé qu’un mur de post-its illisible.
Pièges fréquents
| Piège | Conséquence | Comment l’éviter |
|---|---|---|
| Énoncé central flou | L’équipe part dans tous les sens | QQOQCCP préalable, énoncé chiffré |
| Forcer toutes les M | Causes inventées pour remplir | Accepter qu’une M soit vide si rien à dire |
| S’arrêter à l’Ishikawa | Causes notées mais jamais validées | Enchaîner systématiquement par 5 Pourquoi + mesure |
| Animation par le responsable | Les équipes n’osent pas contredire | Animateur neutre (qualité ou méthodes) |
| Pas de hiérarchisation | Plan d’actions de 30 lignes ingérable | Matrice impact / effort en fin de séance |
| Pas de mise à jour AMDEC | La cause racine ne profite pas aux autres lignes | Imposer la mise à jour AMDEC processus en sortie |
Comment Kaizain structure un diagramme Ishikawa
Dans Kaizain, l’outil 6M Ishikawa propose un diagramme interactif avec ajout et suppression de causes en quelques clics, organisé par les 6 catégories standards. Il est associable à un projet parent (DMAIC, 8D, QRQC) via un lien explicite depuis l’outil. Une assistance IA peut proposer des causes plausibles par branche à partir de la description du problème, chaque suggestion portant un badge « IA » persistant tant que non éditée par un humain.
FAQ Ishikawa 6M
Pourquoi 6M et pas 5M ou 7M ?
Le 6M (Méthode, Matière, Main-d’œuvre, Machine, Milieu, Mesure) est la version industrielle manufacturière standard. Le 5M omet la Mesure (mais elle est trop souvent la cause d’un faux problème pour qu’on l’omette en industrie de précision). Le 7M ajoute Management ou Money, pertinents en service mais rarement utiles en production.
Combien de temps prend une séance Ishikawa ?
60 à 90 minutes pour un sujet de complexité moyenne avec une équipe de 4 à 6 personnes. Au-delà de 2 heures, l’attention décroche : mieux vaut deux séances de 90 minutes qu’une de 3 heures.
Faut-il un animateur certifié pour piloter un Ishikawa ?
Non. Un responsable qualité, méthodes ou amélioration continue formé sur les bases du Lean suffit. L’important est la neutralité de l’animateur sur le sujet traité.
Comment combiner Ishikawa et 5 Pourquoi ?
L’Ishikawa cartographie large (toutes les causes potentielles par catégorie). Les 5 Pourquoi creusent profond sur les causes les plus probables. La séquence type : Ishikawa pour identifier 3 à 6 hypothèses fortes, puis 5 Pourquoi sur chaque pour atteindre la cause racine, puis validation par mesure ou test.
Peut-on faire un Ishikawa seul ?
Théoriquement oui, en pratique non. L’intérêt principal de l’outil est l’intelligence collective : couvrir toutes les facettes du problème grâce à la diversité d’expertise des participants. Un Ishikawa solo restera étroit et biaisé.
L’IA peut-elle générer un Ishikawa complet ?
L’IA peut suggérer des causes plausibles à partir de la description du problème. Mais elle ne remplace pas la connaissance terrain. Dans Kaizain, les suggestions IA sont étiquetées d’un badge « IA » persistant et l’utilisateur valide ou rejette chaque cause individuellement.
Pour aller plus loin, voir notre article 5 Pourquoi : les erreurs qui faussent l’analyse des causes pour combiner Ishikawa et 5 Pourquoi correctement, et AMDEC processus : 7 erreurs fréquentes pour transformer les causes racines identifiées en plan de contrôle préventif.
Pour voir l’outil 6M Ishikawa de Kaizain en action sur votre contexte, demandez une démonstration.
Article publié le 4 juin 2026. Vous souhaitez en discuter ? Contactez-nous.