
VSM : cartographier un flux industriel étape par étape
Méthode pour construire un Value Stream Mapping en industrie : choix de la famille de produits, cartographie de l'état actuel, identification des gaspillages, conception de l'état futur, plan de transformation.
Le Value Stream Mapping (VSM) est l’outil Lean fondateur pour visualiser un flux industriel complet, de la matière première au client final. Popularisé par Mike Rother et John Shook dans « Learning to See » (1999), c’est la base de tout diagnostic Lean sérieux : avant d’optimiser une opération isolée, comprendre comment elle s’inscrit dans le flux global.
Ce guide donne la méthode complète, étape par étape, sur un cas d’atelier mécanique de précision.
Qu’est-ce qu’un VSM
Un VSM cartographie en une seule vue :
- Les étapes de transformation (usinage, assemblage, contrôle, conditionnement)
- Les flux d’information (commandes, planning, ordres de fabrication)
- Les flux de matière (entrées, sorties, en-cours, stocks intermédiaires)
- Les temps : temps de cycle de chaque étape, temps d’attente entre étapes, temps total (lead time)
- Les gaspillages : attentes, transports, stocks, mouvements inutiles, défauts, surproduction, sur-traitement
Le tout sur une page (ou un grand format), lisible en 5 minutes par toute personne qui connaît le contexte. La force du VSM est ce caractère synoptique : voir le flux entier d’un coup permet d’identifier les vrais leviers, ceux qui agissent sur le lead time global, pas seulement sur une opération isolée.
Quand utiliser un VSM
- En diagnostic Lean initial d’un atelier ou d’une ligne, pour identifier les vrais leviers d’amélioration
- Avant un chantier SMED (réduction temps de changement de série) pour évaluer son impact sur le flux global
- En préparation d’une refonte de ligne ou d’un nouveau produit
- Pour communiquer la vision Lean au top management (une carte vaut 50 slides)
- En mode pédagogique pour former une équipe aux concepts Lean
À éviter pour résoudre un problème ponctuel sur une opération unique : c’est trop lourd, un 5 Pourquoi ou un Ishikawa ciblé suffisent.
Étape 1 : choisir une famille de produits
Le VSM porte sur une famille, pas sur l’usine entière. Une famille = un ensemble de références qui partagent les mêmes étapes de production (même gamme avec variations mineures).
Comment choisir :
- Faire un Pareto des références par volume ou par chiffre d’affaires
- Prendre la famille qui représente 60 à 80 % de l’activité d’un atelier
- Si plusieurs familles cohabitent, choisir d’abord celle qui pose problème (lead time long, qualité erratique, marge faible)
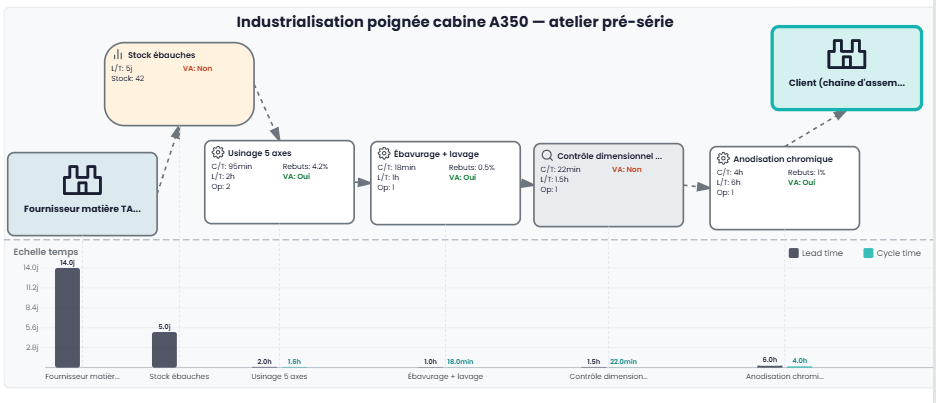
Pour un atelier de mécanique de précision, exemple : « famille pièces TA6V usinées en 5 axes pour client aéronautique », représente 70 % du volume.
Étape 2 : tracer la Current State Map
C’est la cartographie du flux tel qu’il existe aujourd’hui, avec ses gaspillages. C’est le diagnostic de départ.
Méthode
- Aller sur le terrain, à pied, du début à la fin du flux. Dans une démarche VSM classique, parcourir le flux dans le sens client vers fournisseur (l’inverse du flux de matière), pour comprendre la commande avant la production
- À chaque étape, noter : nom de l’étape, équipement, nombre d’opérateurs, temps de cycle, temps de changement de série, taux de disponibilité, taille de lot habituelle
- Entre les étapes, noter les en-cours (WIP) en pièces et en jours de stock
- Compléter par le flux d’information : comment l’étape sait qu’elle doit produire (kanban, planning MRP, lancement manuel) ?
- En bas, tracer la ligne de temps : pour chaque étape, temps de cycle réel et temps d’attente avant l’étape suivante
Symboles standards (sélection)
Dans une VSM classique selon la convention de Mike Rother et John Shook, les symboles standards incluent :
- Boîte process : une étape de transformation, avec son data box (nb opérateurs, temps de cycle, etc.)
- Triangle stock : un stock intermédiaire, avec quantité en pièces et jours
- Flèche poussée : flux poussé (étape amont décide de produire)
- Flèche tirée : flux tiré (étape aval déclenche la production amont, type kanban)
- Camion : livraison ou réception externe
- Éclair : flux d’information électronique (ERP, EDI)
Calculer le ratio valeur ajoutée
Une fois la carte tracée :
- Temps à valeur ajoutée (VA) : somme des temps de cycle de chaque étape (le temps où la pièce se transforme réellement)
- Lead time total : VA + temps d’attente entre étapes (où la pièce ne se transforme pas)
- Ratio VA / lead time : souvent très faible en industrie (1 % à 5 % est courant)
Un atelier qui découvre que son ratio VA est de 2 % réalise que 98 % du lead time est du gaspillage potentiel.
Étape 3 : identifier les gaspillages
Le Lean classe traditionnellement les gaspillages en 7 catégories (parfois 8 avec le sous-emploi des compétences) :
- Surproduction : produire plus que la demande client, ou trop tôt
- Attentes : pièces, opérateurs ou équipements en attente
- Transports : déplacements inutiles de pièces entre étapes
- Sur-traitement : opérations qui n’apportent pas de valeur ajoutée client
- Stocks : en-cours et stocks intermédiaires excessifs
- Mouvements : déplacements inutiles des opérateurs (chercher un outil, traverser l’atelier)
- Défauts : non-conformités, retouches, rebuts
Sur la Current State Map, marquer visuellement chaque gaspillage observé. Souvent, on découvre que 5 à 10 leviers d’amélioration significatifs sortent d’un VSM bien fait.
Étape 4 : concevoir la Future State Map
Vision cible du flux après amélioration. C’est l’objectif de transformation.
Questions à se poser
- Quel est le takt time réel imposé par la demande client ? (Takt = temps de travail disponible / demande client). Toute étape avec un temps de cycle > takt est un goulot
- Quelles étapes peut-on regrouper pour réduire les en-cours intermédiaires ?
- Où mettre du flux tiré (kanban) pour décorréler la production amont de la production aval ?
- Quel point de découplage entre flux poussé (anticipation MRP) et flux tiré (à la commande) ?
- Quels chantiers Kaizen lancer pour traiter les gaspillages identifiés ?
Tracer la Future State Map
Mêmes symboles, mais on dessine le flux cible. Souvent, la Future State Map révèle :
- Suppression ou regroupement d’étapes
- Réduction massive des stocks intermédiaires
- Introduction de boucles kanban
- Changement de mode de pilotage (de flux poussé à tiré)
- Réduction de la taille des lots (souvent rendue possible par un chantier SMED amont)
La différence entre Current State et Future State donne la feuille de route de transformation Lean : projets à lancer, chantiers Kaizen, investissements à prévoir.
Étape 5 : plan de transformation
Sans plan d’action concret, le VSM reste un poster. Il faut transformer la Future State Map en projets exécutables.
Méthode
- Lister chaque écart entre Current et Future State
- Pour chaque écart, définir un ou plusieurs chantiers (SMED, 5S, kanban, fiabilisation équipement, refonte poste)
- Prioriser par impact et faisabilité
- Désigner un pilote par chantier, une date cible, un critère de succès mesurable
- Planifier sur 6 à 18 mois selon l’ampleur
Pour les chantiers complexes (refonte ligne, fiabilisation procédé), un DMAIC ou un 8D peut être l’enveloppe méthodologique adaptée.
Pièges fréquents en VSM
| Piège | Conséquence | Comment l’éviter |
|---|---|---|
| VSM en salle, pas au terrain | Données fausses, gaspillages invisibles | Imposer le parcours physique du flux, chronos en main |
| Périmètre trop large | Cartographie illisible, leviers diffus | 1 famille à la fois, jamais l’usine entière en une carte |
| Pas de mesure de temps | Temps de cycle estimés, ratio VA faux | Chronomètre, plusieurs cycles par étape |
| Future State irréaliste | Carte « idéale » jamais déployée | Future State à 12 mois, pas à 5 ans |
| Pas de plan d’action | VSM reste un poster | Chantiers, pilotes, dates, critères de succès |
| Diagnostic sans direction | Pas de validation top management | Sponsor direction depuis le départ |
Comment Kaizain structure un VSM
Dans Kaizain, l’outil VSM propose :
- Éditeur visuel drag-and-drop des étapes (processus, stocks, attentes, inspections, transports)
- Bibliothèque d’éléments pour modéliser un flux industriel
- Distinction VA / NVA par étape (toggle Value Added)
- Calcul automatique du lead time total et du ratio VA / lead time
- Assistance IA : suggestion d’améliorations à partir du diagnostic, générée sous contrôle humain et consultable dans un panneau dédié
- Plan d’actions au niveau du projet parent pour les chantiers issus du VSM
- Associable au projet parent via un lien explicite depuis l’outil
Voir la page outil VSM pour le détail de l’implémentation.
FAQ VSM
Combien de temps prend la construction d’un VSM ?
Pour une famille de complexité moyenne : 1 à 2 journées de terrain pour la collecte, puis 1 à 2 séances de 3 heures en équipe pour la cartographie et le diagnostic. Comptez 1 semaine au total entre le démarrage et la Future State validée.
Faut-il un consultant Lean pour faire un VSM ?
Pas obligatoirement, mais utile en première fois. Un VSM bien mené demande une discipline méthodologique (parcours physique, mesure des temps, distinction VA / NVA, lecture des flux d’information) qui s’apprend mieux avec un guide expérimenté lors du premier exercice. Ensuite, l’équipe interne est autonome.
Peut-on faire un VSM sur un flux administratif ?
Oui, c’est même très courant et souvent révélateur. Un VSM sur le processus de traitement d’une commande client (de la réception jusqu’à la facturation) met en évidence les attentes et les ressaisies invisibles dans l’opérationnel quotidien. Mêmes principes, symboles légèrement adaptés.
Que faire si le ratio VA est très faible (1 à 2 %) ?
C’est normal en industrie discontinue. Cela ne signifie pas que 98 % du temps est du gaspillage actionnable : une partie du lead time est imposée par la nature du processus (temps de prise, cycle thermique, etc.). Mais cela ouvre un dialogue concret sur ce qui est réductible (en-cours, attentes inter-étapes, transports).
Combien de fois faut-il refaire un VSM ?
Un VSM mature se réactualise tous les 12 à 24 mois, ou à chaque transformation significative (nouveau produit, nouvelle ligne, changement de takt). Pas besoin de tout refaire, mais valider que la Current State reste fidèle au réel.
VSM et takt time : comment les articuler ?
Le takt time est l’entrée du VSM : il définit le rythme de la demande que le flux doit absorber. La Future State Map est construite pour aligner les capacités des étapes sur ce takt (équilibrer la charge, supprimer les goulots, dimensionner les boucles kanban en conséquence).
Pour aller plus loin, voir DMAIC : guide pratique pour résoudre un problème industriel (méthode adaptée aux chantiers de fond issus d’un VSM), Comment structurer un 8D efficace (sur les non-conformités terrain) et Pourquoi Excel limite l’amélioration continue (le passage du VSM papier à un outil digital).
Pour voir l’outil VSM de Kaizain en action sur votre atelier, demandez une démonstration.
Article publié le 4 juin 2026. Vous souhaitez en discuter ? Contactez-nous.