
DMAIC : guide pratique pour résoudre un problème industriel
Comment dérouler les 5 phases du DMAIC (Define, Measure, Analyze, Improve, Control) sur un cas terrain industriel, avec livrables types, indicateurs et pièges à éviter.
Le DMAIC est la colonne vertébrale d’une démarche Six Sigma. Cinq phases enchaînées (Define, Measure, Analyze, Improve, Control) pour résoudre un problème industriel récurrent ou amener un processus à un niveau de performance attendu. Sur le terrain, beaucoup de DMAIC échouent non pas faute de méthode, mais parce que les phases Measure et Control sont traitées comme des formalités.
Ce guide donne le déroulé concret, les livrables attendus à chaque phase et les pièges les plus fréquents.
Quand utiliser le DMAIC plutôt qu’autre chose
Le DMAIC est adapté quand :
- Le problème est récurrent (dérive Cpk, taux de rebut chronique, panne machine répétée), pas une non-conformité ponctuelle qui justifie un 8D
- Le diagnostic est non évident et demande de la mesure avant d’agir
- L’objectif est mesurable (réduire de X à Y, atteindre un Cpk ≥ 1,33, baisser le PPM client en dessous de Z)
- Vous avez 3 à 6 mois devant vous pour faire les choses sérieusement
Pour une anomalie qualité qui tombe ce matin sur la ligne, c’est plutôt un QRQC ou un 8D. Le DMAIC est une démarche structurante, pas une réaction d’urgence.
D : Define, cadrer le problème
L’objectif : tout le monde décrit le même problème, dans les mêmes termes, avec les mêmes indicateurs cibles.
Livrables attendus
- Charte projet : sponsor, pilote, équipe, périmètre, dates clés
- Problem statement : une phrase factuelle qui décrit le problème (ce qui dévie, où, depuis quand, ampleur)
- Objectif chiffré : valeur de départ (baseline), valeur cible, date d’atteinte
- Périmètre exclu : ce qui n’est pas dans le projet (souvent aussi important que ce qui l’est)
Exemple terrain
Un atelier d’usinage de précision (mécanique horlogère, microtech) constate que sur l’opération de tournage diamètre intérieur d’une pièce TA6V, le Cpk a chuté de 1,45 à 0,9 sur les trois derniers mois. Le client a remonté 240 PPM hors tolérance sur le dernier semestre, contre 50 PPM en année N-1.
Le problem statement DMAIC : « Sur l’opération de tournage diamètre intérieur de la pièce REF-247 (lignes CNC #3 et #4), le Cpk est passé de 1,45 (S1 2025) à 0,9 (S1 2026), entraînant 240 PPM hors tolérance client contre 50 PPM en S1 2025. »
L’objectif : Cpk ≥ 1,33 sous 3 mois, PPM client < 80.
Piège classique
Démarrer Measure sans avoir solidement bordé Define. Si le problem statement reste flou, l’équipe va mesurer des choses différentes selon les jours. Bloquer 30 à 60 minutes en équipe sur la charte, c’est rentabilisé dès la première semaine.
M : Measure, établir la baseline réelle
L’objectif : avoir des données solides avant d’analyser. Pas d’opinion, des mesures.
Livrables attendus
- Système de mesure validé (étude MSA / R&R Gage si pas déjà fait)
- Baseline de la performance : Cpk actuel, distribution, dispersion, centrage
- Stratification : par ligne, par opérateur, par poste, par lot, par jour de la semaine
- Plan de collecte : quelle donnée, qui, à quelle fréquence, sur quelle période
Le MSA avant tout
Si vous mesurez avec un instrument dont la variabilité représente plus de 30 % de la tolérance, votre Cpk reflète d’abord le bruit de mesure, pas la dispersion du processus. Réflexe : étude Gage R&R sur l’instrument avant tout calcul de capabilité.
Stratifier pour révéler
Sur l’exemple précédent, mesurer 100 pièces toutes lignes et opérateurs confondus donnerait un Cpk global de 0,9. Stratifier (CNC #3 vs CNC #4, équipe matin vs après-midi) peut révéler qu’une seule combinaison génère 80 % du défaut. C’est la base d’un Pareto ciblé en phase Analyze.
Outils Kaizain associables
L’outil Cp/Cpk calcule Cp, Cpk et affiche la distribution superposée aux tolérances pour repérer visuellement le décentrage. Voir aussi notre article Cp et Cpk : comment lire un indice de capabilité sans se tromper pour les pièges d’interprétation.
A : Analyze, identifier les causes racines
L’objectif : passer des symptômes aux causes opérationnelles vérifiables.
Livrables attendus
- Diagramme Ishikawa 6M : cartographier les causes potentielles sur Méthode, Matière, Main-d’œuvre, Machine, Milieu, Mesure
- 5 Pourquoi sur les causes les plus probables (pour creuser jusqu’à une cause racine actionnable)
- Pareto des causes confirmées par les données (souvent 20 % des causes expliquent 80 % du défaut)
- Hypothèses de cause racine validées par mesure ou test
Combiner les outils, ne pas s’en tenir à un seul
L’Ishikawa sans 5 Pourquoi reste superficiel : il cartographie sans creuser. Le 5 Pourquoi sans Ishikawa est étroit : il creuse une branche sans en voir d’autres. La combinaison des deux, puis la priorisation par Pareto sur la base des données collectées en Measure, donne le meilleur résultat.
Si l’optimisation des paramètres procédé est en jeu
Quand l’analyse pointe vers les réglages machine (vitesse de coupe, avance, profondeur de passe, pression d’arrosage), un plan d’expériences DOE Taguchi (L8 / L9 / L18 selon le nombre de facteurs et niveaux) identifie les paramètres réellement influents avec un nombre d’essais limité.
Piège classique
Conclure « l’opérateur a fait une erreur ». Ce n’est jamais une cause racine, c’est un symptôme humain. Continuer à creuser : pourquoi l’opérateur a fait cette erreur ? Procédure absente, formation insuffisante, outil de contrôle indisponible, signal visuel manquant ? La vraie cause racine est en général organisationnelle ou systémique.
I : Improve, déployer les actions
L’objectif : agir sur les causes racines validées, mesurer l’effet.
Livrables attendus
- Plan d’actions correctives avec responsable nommé, date cible, critère de succès mesurable
- Quick wins (actions simples à effet immédiat) lancés en parallèle des actions de fond
- Test pilote sur une ligne / un équipement / un lot avant déploiement complet
- Mesure post-action : la baseline a-t-elle bougé dans le bon sens ?
Prioriser avant de tout lancer
Toutes les causes racines identifiées ne se valent pas. Matrice effort / impact rapide en équipe : on commence par les actions à fort impact et faible effort, on planifie celles à fort impact mais fort effort, on note celles à faible impact pour plus tard. Éviter le « plan d’action de 40 lignes » qui n’avance jamais.
Le test pilote avant le déploiement
Sur une cause racine validée, déployer d’abord sur une seule ligne, observer l’effet réel pendant deux à quatre semaines, ajuster, puis seulement étendre. C’est ce qui sépare un DMAIC qui marche d’un DMAIC qui produit du shelfware (procédures non appliquées).
C : Control, verrouiller le gain
L’objectif : empêcher la dérive. C’est la phase la plus souvent bâclée.
Livrables attendus
- Mise à jour des standards : modes opératoires, FOS, instructions, AMDEC processus, control plan
- Formation des équipes sur les nouveaux standards
- Indicateurs de pilotage intégrés au suivi quotidien (carte de contrôle, top 3 défauts, Cpk)
- Revue de capabilité à 1 mois, 3 mois, 6 mois
- Clôture formelle du projet avec capitalisation
Pourquoi cette phase échoue souvent
Le projet est officiellement « réussi » quand les indicateurs sont au vert en fin d’Improve. L’équipe se disperse. Six mois plus tard, le défaut revient parce que le standard n’a jamais été mis à jour, ou parce qu’il a été oublié quand l’équipe a tourné.
Trois réflexes qui changent tout :
- Mise à jour AMDEC + control plan : la cause racine identifiée génère typiquement une ligne dans l’AMDEC processus avec un moyen de détection renforcé
- Carte de contrôle sur la caractéristique critique, avec règles de réaction documentées
- Revue à 6 mois : remettre l’équipe ensemble pour vérifier que le gain tient
Erreurs récurrentes en DMAIC
| Erreur | Conséquence | Comment l’éviter |
|---|---|---|
| Define bâclé (20 min) | L’équipe mesure des choses différentes selon les jours | Bloquer 60 min en équipe sur la charte avant tout |
| Pas de MSA en Measure | Le Cpk reflète le bruit de mesure | Étude R&R Gage avant tout calcul |
| Analyze à l’opinion | Causes choisies par habitude, pas par donnée | Forcer Pareto + 5 Pourquoi sur les causes confirmées par mesure |
| Improve sans pilote | Déploiement large d’une action qui ne marche pas | Test pilote 2 à 4 semaines sur une ligne |
| Control oublié | Le gain s’évapore en 6 mois | AMDEC + control plan + carte de contrôle + revue 6 mois |
| Pas de rétrospective | Pas de capitalisation pour les futurs projets | 30 min en fin de projet : ce qui a marché, ce qui a coincé |
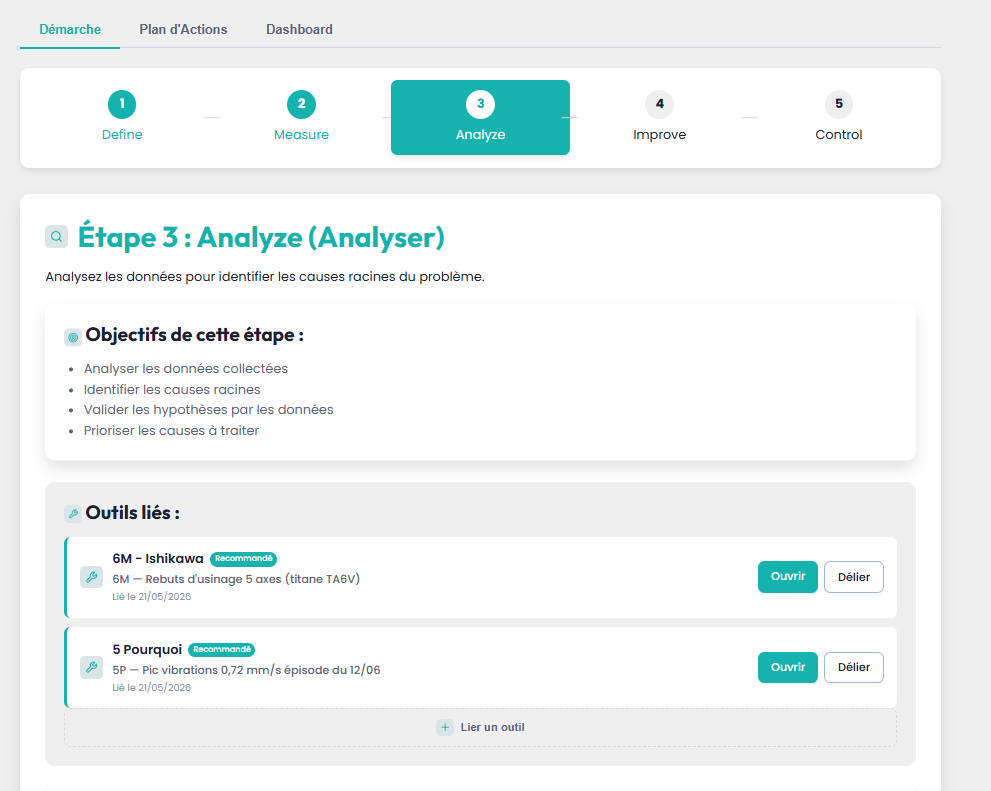
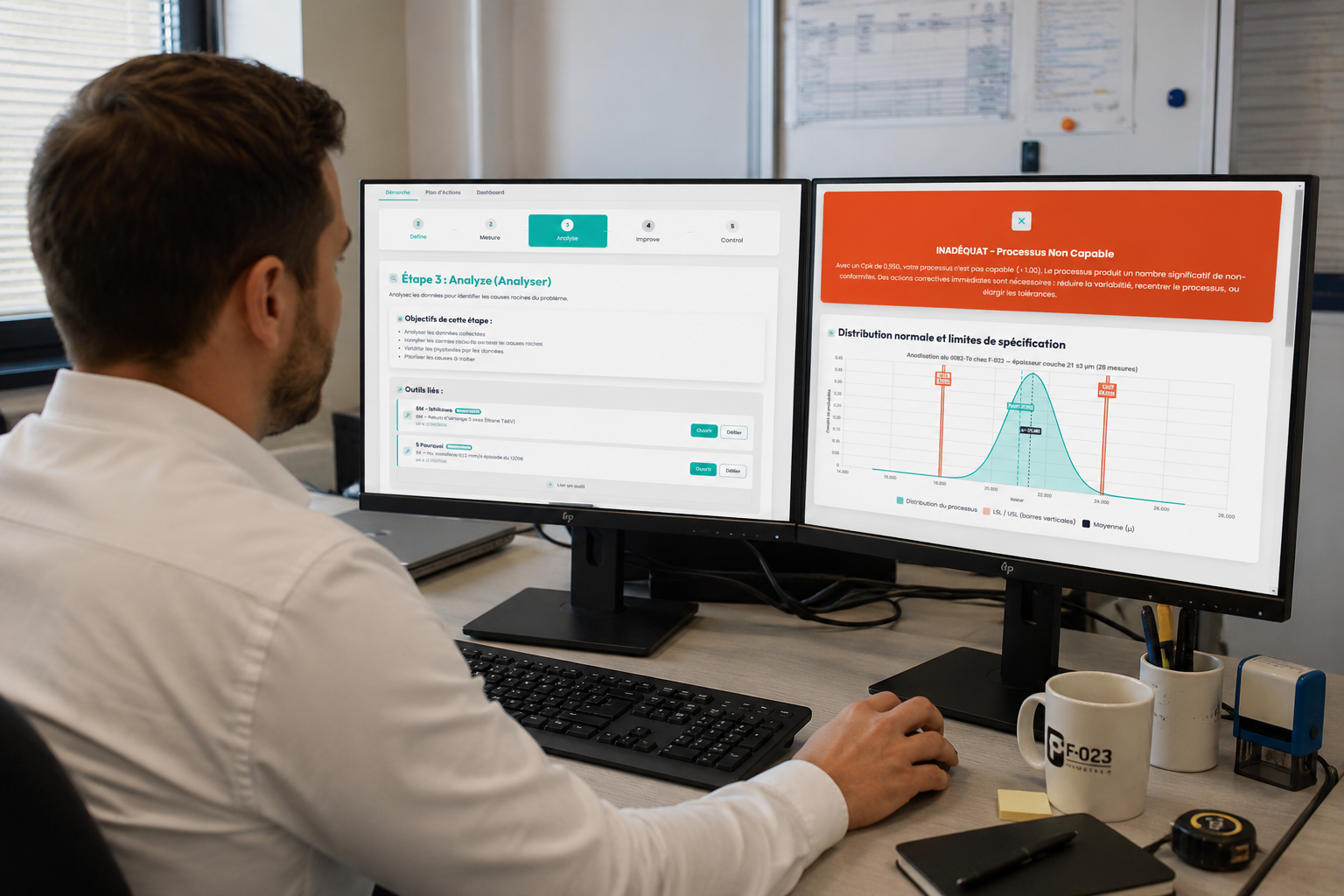
Comment Kaizain structure un projet DMAIC
Dans Kaizain, un projet DMAIC suit la séquence Define, Measure, Analyze, Improve, Control nativement. Chaque étape est associée :
- Une charte projet (Define) : équipe, sponsor, scope, gains attendus, KPI cible
- Des indicateurs avec saisie structurée (Measure et Control)
- Des outils Lean associables au projet selon les étapes : Cp/Cpk pour Measure, 6M Ishikawa et Pareto pour Analyze, DOE et AMDEC pour Improve, association manuelle depuis l’outil vers le projet parent
- Un plan d’actions au niveau du projet avec responsable, échéance, statut
- Un onglet Dashboard pour le suivi visuel
- Une assistance IA disponible sur les outils associés (suggestion de causes en Analyze, analyse des outils chiffrés), toujours sous validation utilisateur
Voir la page méthode DMAIC pour le détail de l’implémentation.
FAQ DMAIC
Combien de temps prend un projet DMAIC en industrie ?
Entre 3 et 6 mois pour un projet standard. Les phases Define et Measure prennent souvent 4 à 8 semaines à elles seules, c’est volontaire : la qualité du diagnostic conditionne tout le reste.
Faut-il être certifié Black Belt pour piloter un DMAIC ?
Non. Un Green Belt formé et accompagné par un Master Black Belt ou un consultant externe sur les premiers projets suffit pour démarrer. Les certifications structurent la pratique mais ne sont pas une condition d’entrée.
Quelle différence entre DMAIC et 8D ?
Le 8D traite une non-conformité avec causes potentiellement multiples sur un délai court (4 à 8 semaines). Le DMAIC vise un problème chronique avec un objectif chiffré de performance sur 3 à 6 mois. Les deux peuvent se chaîner : un 8D résout l’urgence, un DMAIC traite ensuite la cause systémique.
DMAIC est-il réservé à la production ?
Non. Le DMAIC s’applique aussi en qualité fournisseur, en industrialisation (réduction temps de cycle, fiabilisation procédé), en logistique interne, en maintenance (réduction MTBF). Le canevas est le même, les outils changent (plus de VSM en logistique, plus d’AMDEC en industrialisation).
Que faire si la phase Control révèle que le gain ne tient pas ?
Rouvrir Analyze. La cause racine identifiée n’était pas la bonne, ou il y a plusieurs causes racines dont une n’a pas été traitée. Ne pas relancer un nouveau projet : capitaliser sur la baseline déjà collectée et creuser à nouveau.
Peut-on mener un DMAIC sans outil logiciel dédié ?
Oui, beaucoup d’équipes industrielles font du DMAIC avec Excel et PowerPoint depuis 20 ans. Mais le temps perdu à maintenir les fichiers, retrouver les versions et reconstruire l’historique justifie souvent un outil dédié quand l’organisation lance plus de 3 à 5 projets DMAIC par an en parallèle. Notre article Pourquoi Excel limite l’amélioration continue détaille les signaux qui justifient le passage à un outil.
Pour aller plus loin, voir aussi notre article Comment structurer un 8D efficace en 2026 (la méthode sœur sur problème ponctuel) et notre approche de l’IA gouvernée en industrie.
Si vous menez plusieurs projets DMAIC en parallèle et que vous voulez voir comment Kaizain les structure, demandez une démonstration.
Article publié le 4 juin 2026. Vous souhaitez en discuter ? Contactez-nous.