
Cp et Cpk : comment lire un indice de capabilité sans se tromper
Définition, formules, seuils, pièges fréquents. Comment interpréter Cp et Cpk dans un contexte industriel réel.
Les indices Cp et Cpk sont la mesure standard de la capacité d’un processus à produire des pièces conformes aux tolérances. Pourtant, beaucoup d’équipes industrielles les calculent sans les comprendre, ou les comprennent sans les exploiter. Cet article rappelle les fondamentaux et les pièges qui font perdre du temps.
Définitions courtes
- Cp mesure la dispersion du processus par rapport à la largeur de la tolérance. Il dit “le processus est-il assez précis ?”. Il ne dit rien sur le centrage.
- Cpk mesure la dispersion ET le centrage. Il dit “le processus est-il assez précis ET bien centré sur la cible ?”.
Dans la pratique : Cpk ≤ Cp toujours. Si Cpk est très inférieur à Cp, le processus est précis mais décalé.
Formules
Avec :
LSL(Lower Spec Limit) etUSL(Upper Spec Limit) : tolérances inférieure et supérieureμ: moyenne mesurée du processusσ: écart-type mesuré
Cp = (USL - LSL) / (6σ)
Cpk = min[ (USL - μ) / (3σ) ; (μ - LSL) / (3σ) ]Le 6σ représente la largeur naturelle de variation du processus (±3σ couvre 99,73 % d’une distribution normale).
Seuils d’interprétation usuels
| Cpk | Verdict |
|---|---|
| < 1,00 | Processus non capable : produit hors tolérance régulièrement |
| 1,00 – 1,33 | Capable marginal : risque élevé, surveillance nécessaire |
| 1,33 – 1,67 | Capable acceptable : souvent exigé dans l’industrie automobile (IATF) |
| ≥ 1,67 | Capable excellent : marge de sécurité confortable |
| ≥ 2,00 | ”Six Sigma” : niveau d’excellence |
Pour la plupart des donneurs d’ordre automobile, le seuil contractuel est Cpk ≥ 1,33 sur les caractéristiques critiques. Pour l’aéronautique, ce seuil monte souvent à 1,67. Pour le medtech, il dépend de la classe de risque.
Les 5 pièges classiques
1. Calculer Cp/Cpk sur un processus instable
Cp et Cpk supposent que le processus est sous contrôle statistique (pas de dérive, pas de cause spéciale). Si vous calculez Cpk pendant qu’un outil s’use, vous mesurez du vent.
Vérification préalable : carte de contrôle (X̄-R ou I-MR) sur au moins 25-30 sous-groupes. Si la carte montre des points hors limites ou des tendances, stabilisez avant de calculer la capabilité.
2. Confondre Cpk et Ppk
- Cp/Cpk : capabilité court terme (un seul lot ou une période courte), avec
σestimé via la dispersion intra-groupe (R̄/d2). - Pp/Ppk : performance long terme, avec
σcalculé sur l’écart-type global.
Les deux ne mesurent pas la même chose. Un client qui demande “votre Cpk” attend le plus souvent du Cpk court terme. Un Ppk long terme est généralement plus bas car il intègre la dérive entre lots.
3. Ignorer la non-normalité
Cp et Cpk supposent une distribution normale. Si votre processus produit du non-normal (excentricité, position, planéité, propriétés bornées par construction), un Cpk calculé naïvement est trompeur.
Réflexe : faire un test de normalité (Anderson-Darling, Shapiro-Wilk) avant de communiquer un Cpk. Si non-normal, soit transformer les données (Box-Cox), soit utiliser des indices alternatifs (méthodes de Burr, ISO 22514).
4. Mesurer avec un système qui n’est pas capable
Si la variabilité de votre instrument de mesure est forte par rapport à la tolérance (étude MSA / R&R supérieure à 30 %), votre Cpk reflète autant le bruit de mesure que la dispersion du processus.
Réflexe : étude MSA Gage R&R avant tout calcul de capabilité. R&R < 10 % = excellent, 10-30 % = acceptable, > 30 % = système de mesure à améliorer.
5. Calculer sans contexte
Un Cpk = 0,85 sur une cote critique automobile = problème majeur. Un Cpk = 0,85 sur une cote non critique d’un prototype = pas grave. Le chiffre seul ne suffit pas : un Cpk se lit généralement en croisant avec la criticité de la cote et l’exigence client.
Cas pratique synthétique
Un atelier mesure 50 pièces d’un usinage CNC sur diamètre intérieur :
- Tolérance : Ø 25,00 ± 0,10 → LSL = 24,90, USL = 25,10
- Moyenne mesurée : μ = 25,03
- Écart-type : σ = 0,032
Calculs :
Cp = (25,10 - 24,90) / (6 × 0,032) = 0,20 / 0,192 = 1,04Cpk = min[ (25,10 - 25,03) / (3 × 0,032) ; (25,03 - 24,90) / (3 × 0,032) ]= min[ 0,07 / 0,096 ; 0,13 / 0,096 ]= min[ 0,73 ; 1,35 ]= 0,73
Lecture : Cp = 1,04 → processus à peine capable en dispersion. Cpk = 0,73 → processus non capable car décentré côté USL. Action : recentrer le réglage machine vers 25,00.
Sans le recentrage, vous produirez régulièrement des pièces hors tolérance haute, même si la dispersion intrinsèque du processus est acceptable.
Comment Kaizain calcule Cp/Cpk
L’outil Cp/Cpk natif Kaizain :
- Calcule Cp et Cpk à partir des mesures saisies ou importées en CSV
- Produit le verdict automatique (capable / non capable) au seuil standard Cp/Cpk ≥ 1,33
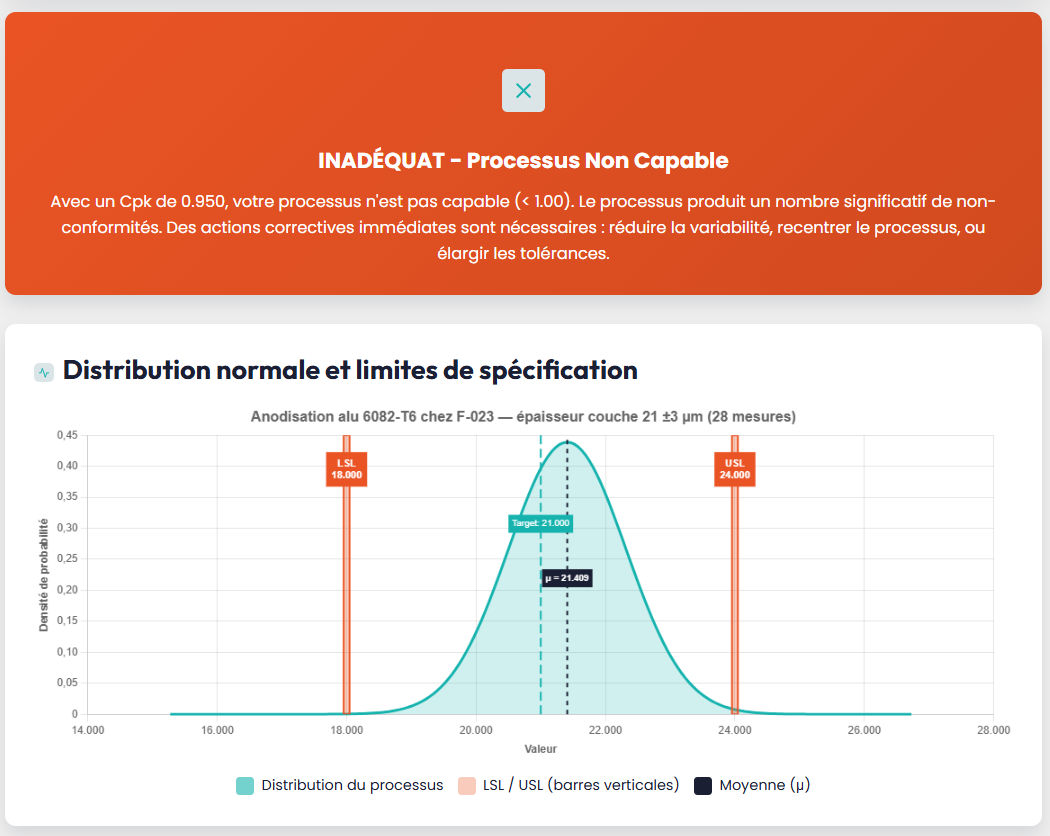
- Affiche la distribution normale avec tolérances superposées (LSL/USL) pour repérer visuellement le décentrage
Voir la page outil dédiée : Cp/Cpk dans Kaizain.
À retenir
- Cp = précision, Cpk = précision + centrage
- Cpk ≥ 1,33 = seuil industriel standard
- Valider la stabilité, la normalité et la qualité du système de mesure avant de calculer
- Un Cpk seul ne veut rien dire : croisez avec la criticité de la cote
FAQ Cp / Cpk
Quelle différence entre Cp et Cpk ?
Cp mesure la dispersion du processus par rapport à la largeur de tolérance. Cpk mesure la dispersion ET le centrage. Un processus très dispersé mais centré aura Cp = Cpk faible. Un processus précis mais décalé aura Cpk très inférieur à Cp.
Quel est le seuil Cpk acceptable en industrie ?
- Cpk < 1,00 : processus non capable
- Cpk entre 1,00 et 1,33 : capable marginal (risque élevé)
- Cpk ≥ 1,33 : seuil contractuel standard (automobile IATF, microtech)
- Cpk ≥ 1,67 : souvent exigé en aéronautique (EN 9100)
Combien d’échantillons pour calculer un Cpk fiable ?
Minimum 30 mesures réparties sur plusieurs sous-groupes représentatifs (ex. 5 sous-groupes de 6 pièces). En dessous, l’estimation de l’écart-type est trop instable. Pour une étude de capabilité initiale, 100 à 125 pièces consécutives reste la pratique de référence.
Cp et Cpk sont-ils fiables sur un processus non normal ?
Non. Cp et Cpk supposent une distribution normale. Si la distribution est asymétrique (ex. position, planéité, propriété bornée par construction), le Cpk calculé naïvement sera trompeur. Réflexe : test de normalité (Anderson-Darling, Shapiro-Wilk) avant de communiquer un chiffre. Si non-normal, transformer les données ou utiliser des indices alternatifs.
Comment améliorer un Cpk dégradé ?
Deux leviers selon le diagnostic :
- Si Cpk < Cp (dispersion correcte, décentrage) : recentrer le processus par réglage. Action généralement rapide
- Si Cp est faible (dispersion excessive) : réduire la variabilité. Analyse causale via 6M Ishikawa + 5 Pourquoi, souvent dans le cadre d’un DMAIC
Faut-il faire un MSA / Gage R&R avant un calcul Cpk ?
Oui, en règle générale. Si la variabilité du système de mesure (R&R) dépasse 30 % de la tolérance, le Cpk calculé reflète d’abord le bruit de mesure et pas la vraie capabilité du processus. R&R < 10 % = excellent, 10 à 30 % = acceptable, > 30 % = améliorer le système de mesure avant tout.
Pour aller plus loin :
- 6M Ishikawa : exemple complet en industrie pour cartographier les causes d’une dérive Cpk
- 5 Pourquoi : les erreurs qui faussent l’analyse des causes pour creuser les causes racines
- DMAIC : guide pratique pour résoudre un problème industriel pour structurer un projet de remontée de capabilité
- Outils Kaizain : Cp/Cpk, 6M Ishikawa, 5 Pourquoi, AMDEC
Pour voir l’outil Cp/Cpk de Kaizain en action sur vos données, demandez une démonstration.
Article publié le 22 mai 2026. Vous souhaitez en discuter ? Contactez-nous.