
Cp / Cpk : la capabilité de processus
Mesure de la capacité d'un processus à produire des pièces conformes aux tolérances. Indices standards exigés par IATF 16949, EN 9100 et la plupart des donneurs d'ordre industriels.
Cp et Cpk en bref
Cp mesure la dispersion du processus par rapport à la largeur de la tolérance (le processus est-il assez précis ?). Il ne dit rien sur le centrage.
Cpk mesure la dispersion ET le centrage (le processus est-il précis ET bien centré sur la cible ?). Cpk ≤ Cp toujours. Si Cpk est très inférieur à Cp, le processus est précis mais décalé.
Formules :
Cp = (USL − LSL) / (6σ) Cpk = min[ (USL − μ) / (3σ) ; (μ − LSL) / (3σ) ]
Seuils standards
| Cpk | Verdict |
|---|---|
| < 1,00 | Non capable : produit hors tolérance régulièrement |
| 1,00 – 1,33 | Capable marginal : risque élevé, surveillance nécessaire |
| 1,33 – 1,67 | Capable acceptable : seuil IATF standard |
| ≥ 1,67 | Capable excellent : seuil EN 9100 souvent demandé |
| ≥ 2,00 | Niveau Six Sigma |
Pour un guide complet d'interprétation et les pièges à éviter, lire notre article : Cp et Cpk : comment lire un indice de capabilité sans se tromper.
Comment Kaizain implémente Cp/Cpk
- Saisie ou import CSV des mesures (depuis votre instrument de contrôle)
- Paramétrage des tolérances LSL et USL spécifiques à votre cote
- Calcul automatique de Cp et Cpk
- Verdict automatique selon le seuil standard : capable (Cp/Cpk ≥ 1,33) ou non capable
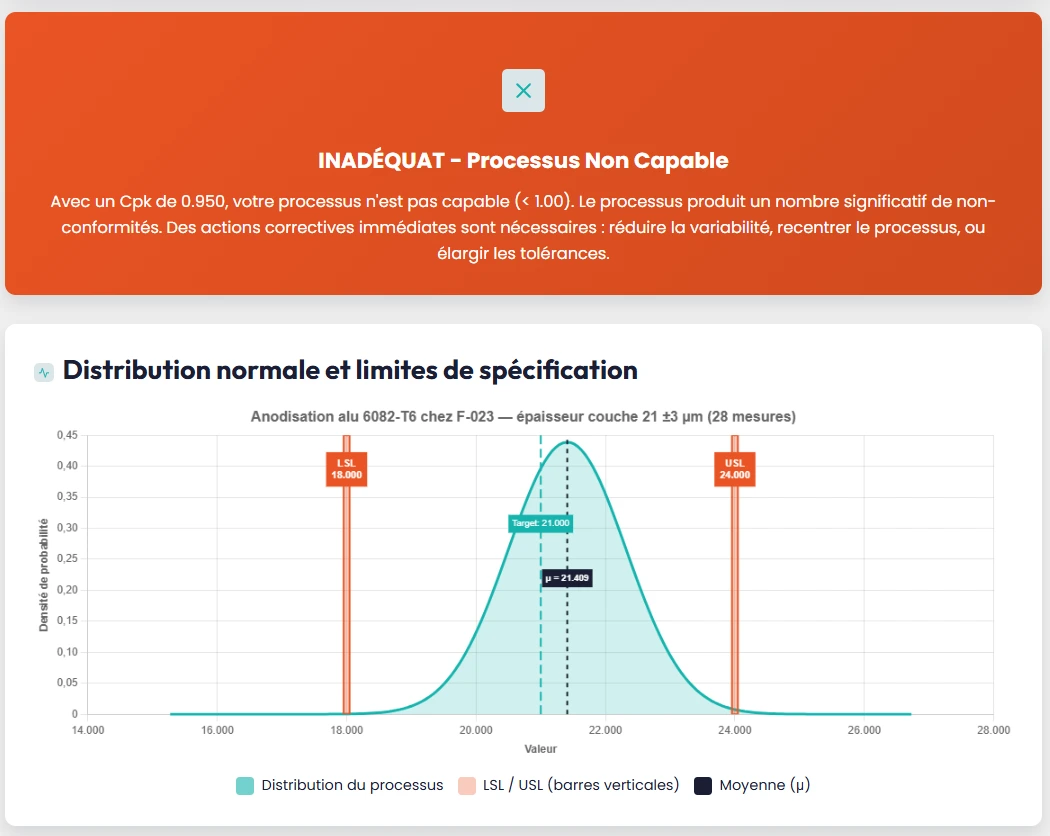
- Visualisation de la distribution normale avec tolérances superposées : repérage visuel immédiat du décentrage
- Associable au projet parent (DMAIC pour les étapes Measure et Control, 8D)
Pour aller plus loin
- Cp et Cpk : comment lire un indice de capabilité sans se tromper
- DMAIC : guide pratique pour résoudre un problème industriel (pour structurer un projet de remontée de Cpk)
- Diagramme Ishikawa 6M : exemple complet en industrie
Prêt à voir Kaizain dans votre contexte industriel ?
Une démo de 20 minutes pour comprendre comment la plateforme s'adapte à vos méthodes, vos outils et vos KPI.